Collection: Aseptic Bags & Packaging Solutions | FDA-Compliant, High-Barrier | FDpack
FDpack Technology delivers aseptic bags and high-barrier packaging for food, beverages, and industrial liquids. FDA, EU, and ISO-certified solutions for dairy, juice, wine, and chemicals. Trusted globally for extended shelf life and contamination-free storage. Request a quote today!
Aseptic Packaging & Aseptic Bags – FDpack Technology
Innovating Sterile Solutions for Global Industries
FDpack Technology is a leading innovator in aseptic packaging and high-performance aseptic bags, engineered to meet the rigorous demands of the food, beverage, pharmaceutical, and industrial sectors. Leveraging advanced materials like metallized PET, EVOH, PE, and pure aluminum foil, we set industry benchmarks for barrier performance, product safety, and sustainability across Asia and beyond.

Our Aseptic Bag Range
-
Standard Barrier Bags: Cost-effective protection for short to medium shelf-life products.
-
High Barrier Bags: Enhanced oxygen and UV resistance for dairy, juices, and wines.
-
Ultra-High Barrier Bags: Maximum protection for pharmaceuticals, chemicals, and extended shelf-life needs.

Key Features & Benefits
-
Extended Shelf Life: Multi-layer materials block oxygen, light, and microbial contamination.
-
Aseptic Filling Compatibility: Seamless integration with sterile filling systems for contamination-free packaging.
-
Lightweight & Sustainable: Reduces shipping costs and environmental impact vs. rigid alternatives.
-
Global Compliance: Meets FDA, EU, and ISO 22000 standards for food and industrial safety.
Applications
-
Food & Beverage: Dairy (milk, yogurt), fruit concentrates, wine, sauces, and edible oils.
-
Pharmaceuticals: Sterile storage for liquid medicines and intermediates.
-
Industrial: Safe containment of chemicals, lubricants, and specialty liquids.
Why FDpack?
-
Rigorous Quality Control: Every batch undergoes burst testing, leak testing, and seal integrity checks.
-
Custom Solutions: Tailored sizes (1L–1500L), spout configurations, and barrier properties.
-
Global Reach: Serving 100+ countries with warehouses in Europe and Asia.
-
Eco-Driven Innovation: Recyclable materials and energy-efficient production processes.

-
Bag in box for juice 1L 1.5L 3L 5L 10L 15L 20L 220L
Regular price From $0.51 USDRegular priceUnit price per$0.56 USDSale price From $0.51 USDSale -
(100pes) 1000L bag in box 1000 liters aseptic bags to be put inside drums to be used for our liquid food packaging
Regular price $25.00 USDRegular priceUnit price per -

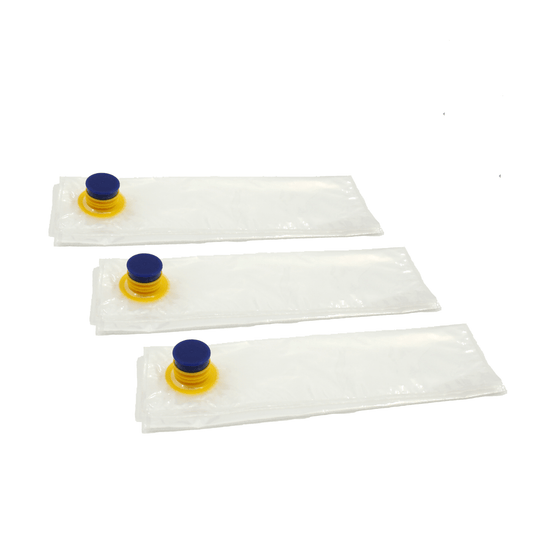
Bag in box syrup Bib Bag For Mango Pineapple Beverage Juice 5L 10L 20L 5 litre 10 litre 20 litre
Regular price From $0.43 USDRegular priceUnit price per$0.56 USDSale price From $0.43 USDSale -
EVOH Bag in box for Dairy and Liquid Eggs 5L 10L 15L 20L
Regular price From $0.61 USDRegular priceUnit price per$0.65 USDSale price From $0.61 USDSale -
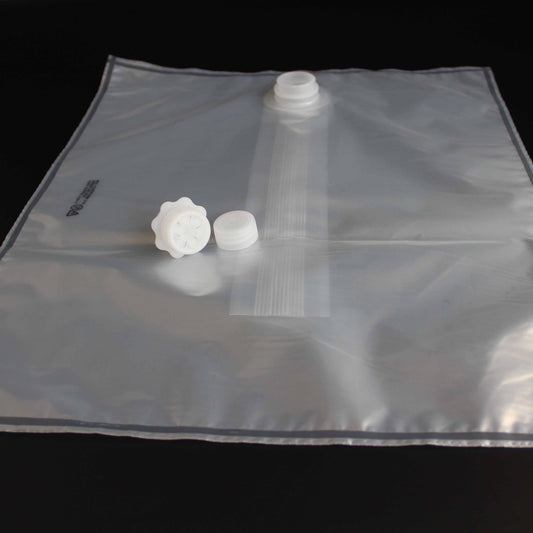
Bag in box for liquid egg 1L 1.5L 3L 5L 10L 15L 20L 220L
Regular price From $0.51 USDRegular priceUnit price per$0.56 USDSale price From $0.51 USDSale -
100pes Aseptic Bag in box High Quality Tomato Paste Pulp 220L Standard Barrier Packaging
Regular price $300.00 USDRegular priceUnit price per











Contact FDpack Technology | Bag-in-Box Packaging & Aseptic Bags Manufacturer
Industry News |Bag-in-Box Packaging Manufacturer | Custom Solutions for Juice, Wine, Dairy, Chemicals & More
-

Bag-in-Box: The Versatile and Sustainable Packa...
I. Introduction Think of the last time you refilled a commercial dispenser at a fast-food restaurant, poured a glass of boxed wine at a casual gathering, or squeezed honey from...
Bag-in-Box: The Versatile and Sustainable Packa...
I. Introduction Think of the last time you refilled a commercial dispenser at a fast-food restaurant, poured a glass of boxed wine at a casual gathering, or squeezed honey from...
-

220L & 1000L Aseptic Bags: Revolutionizing Liqu...
In the global food and beverage industry, the safe, efficient storage and transport of liquid products—from juice concentrates to milk, wine, and liquid eggs—pose persistent challenges. Rigid containers like steel...
220L & 1000L Aseptic Bags: Revolutionizing Liqu...
In the global food and beverage industry, the safe, efficient storage and transport of liquid products—from juice concentrates to milk, wine, and liquid eggs—pose persistent challenges. Rigid containers like steel...
-

Revolutionizing Liquid Packaging: Custom Non-ba...
Liquid packaging has evolved dramatically, driven by the need for cost efficiency, sustainability, and user convenience. Among the most innovative solutions is the 1″ Easy Open Non-barrier Bag-In-Box (BIB) – a versatile,...
Revolutionizing Liquid Packaging: Custom Non-ba...
Liquid packaging has evolved dramatically, driven by the need for cost efficiency, sustainability, and user convenience. Among the most innovative solutions is the 1″ Easy Open Non-barrier Bag-In-Box (BIB) – a versatile,...
-

Bag-in-Box Bag Films: A Comprehensive Guide to ...
Bag-in-Box (BIB) packaging has revolutionized the storage and dispensing of liquid and semi-liquid products, offering an unmatched combination of product protection, extended shelf life, and sustainability. At the heart of...
Bag-in-Box Bag Films: A Comprehensive Guide to ...
Bag-in-Box (BIB) packaging has revolutionized the storage and dispensing of liquid and semi-liquid products, offering an unmatched combination of product protection, extended shelf life, and sustainability. At the heart of...



